Introduzione
Una cannuccia di carta sembra facile da realizzare. Eppure una piccola deriva può sollevare rapidamente i rottami. Una macchina per la paglia di carta necessita di uno stretto controllo in ogni passaggio.
In questo articolo spieghiamo come vengono prodotte le cannucce di carta nelle vere fabbriche. Imparerai i passaggi chiave dai rotoli all'imballaggio. Vedrai anche cosa a la macchina per la paglia di carta deve controllare la qualità stabile.
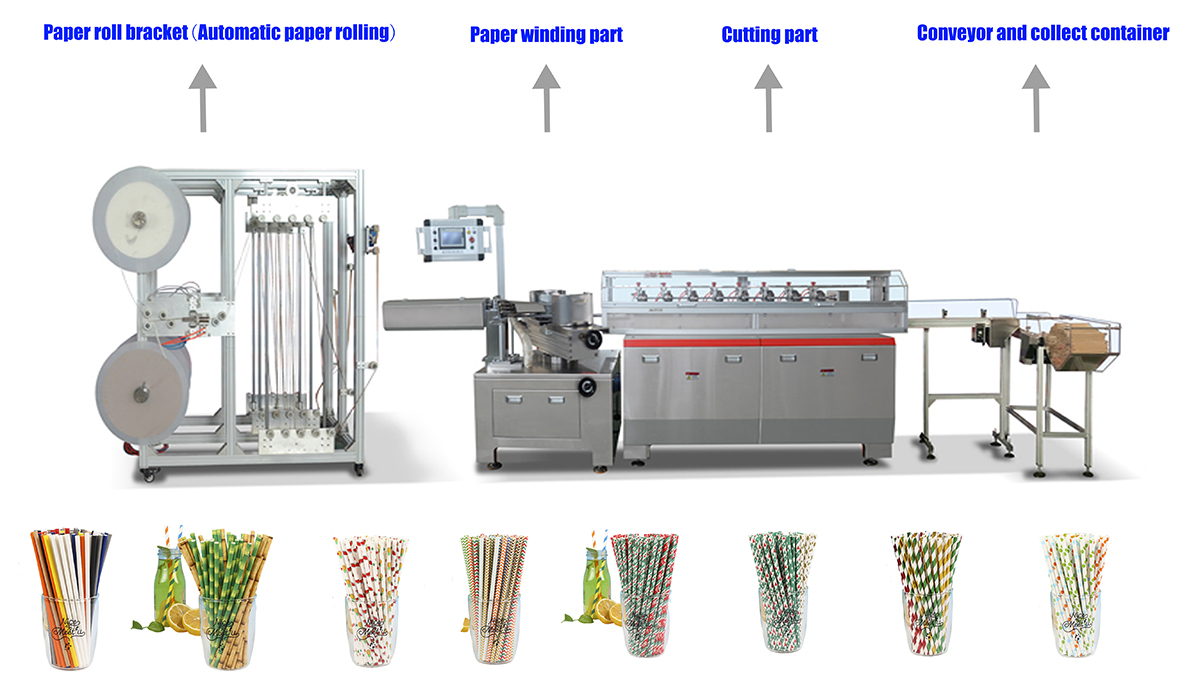
Dal rotolo di carta alla paglia finita su una macchina per la paglia di carta
Passaggio 1 Selezione della carta e preparazione al taglio
La maggior parte della produzione inizia dal rotolo di carta. Gli acquirenti solitamente scelgono la carta per alimenti da cartiere approvate. Il rotolo viene quindi tagliato in strisce strette per ogni strato. La larghezza della striscia deve corrispondere al diametro della cannuccia e al design dello strato. Se la larghezza cambia, cambia anche la posizione della cucitura.
La gestione del tiro conta più di quanto molti team si aspettino. Desideri bordi puliti e una durezza di avvolgimento stabile. Desideri anche un contenuto di umidità prevedibile all'interno del rotolo. Se i rotoli si trovano in un luogo umido, la carta si ammorbidisce e si solleva la polvere. L'alimentazione diventa instabile e gli inceppamenti diventano più frequenti. Una buona routine di preparazione mantiene la macchina con paglia di carta calma e ripetibile.
Fase 2 Formatura e incollaggio del tubo all'interno della macchina per la paglia di carta
La macchina forma un tubo attorno ad un mandrino. Molte linee utilizzano l'avvolgimento a spirale per dimensioni flessibili. La striscia si avvolge a strati, quindi l'incollaggio mantiene la cucitura. L'incollaggio può utilizzare adesivi a base d'acqua o altri approcci di incollaggio. La scelta migliore dipende dal mercato e dalle richieste.
La formazione è un equilibrio tra velocità e controllo. La tensione mantiene gli strati stretti e allineati. L'allineamento mantiene la cucitura centrata e coerente. Se la tensione diminuisce, potresti vedere cannucce ovali o cuciture deboli. Se l'allineamento si sposta, potresti vedere uno spessore della parete irregolare. Gli operatori devono monitorare costantemente la linea di giunzione e la rotondità del tubo. Questi sono i primi segnali prima che inizi un’ondata di difetti.
Suggerimento: chiedere agli operatori di controllare la posizione della cucitura ogni 30 minuti durante le lunghe tirature.
Passaggio 3 Essiccazione e indurimento per resistenza
Dopo la formatura, il tubo deve essere essiccato o stagionato. Questo passaggio stabilizza la forma e la rigidità. Riduce anche l'umidità che può causare successive deformazioni. L'asciugatura utilizza il calore e il flusso d'aria in molti modelli di linea. L'obiettivo è una produzione costante, non il calore massimo.
Un'essiccazione insufficiente lascia le cannucce morbide e facili a deformarsi. Troppo calore può scurire la carta e aumentare il rischio di cattivi odori. Può anche aumentare la fragilità del bordo tagliato. La velocità della linea, il flusso d'aria e la temperatura devono corrispondere alla qualità della carta. Se cambi fornitore di carta, dovresti risintonizzare rapidamente l'asciugatura. Una fase di asciugatura controllata protegge la qualità durante lo stoccaggio e la spedizione.
Fase 4 Taglio a misura e raccolta
Il tubo lungo diventa pezzi vendibili al taglierino. La taglierina utilizza segnali di temporizzazione per raggiungere la lunghezza target. L'affilatura della lama determina la qualità del bordo e il livello di bava. La pulizia del sensore determina la coerenza della lunghezza e la stabilità dei tempi. I sistemi di raccolta quindi impilano o trasportano le cannucce per l'imballaggio.
La qualità del taglio è più dell'apparenza. Le bave possono sembrare ruvide e rilasciare polvere negli imballaggi. Una lunghezza irregolare può interrompere l'avvolgimento e il conteggio automatizzati. Una stabile macchina per la paglia di carta mantiene il taglio regolare alla velocità di produzione. Dovresti pianificare l'ispezione della lama come un'abitudine quotidiana. Dovresti anche mantenere pulita la zona tagliata durante il turno. L'accumulo di polvere è una causa comune alla base dello spostamento della lunghezza e degli inceppamenti.
Fasi del processo e punti di controllo di cui gli acquirenti dovrebbero preoccuparsi
Fase del processo |
Punti chiave di controllo |
Problemi comuni se il controllo va alla deriva |
Taglio e preparazione |
Larghezza del nastro, qualità del bordo, stoccaggio dei rotoli |
Inceppamenti, spostamento della cucitura, polvere in eccesso |
Formare e incollare |
Tensione, allineamento, stabilità del legame |
Ovalità, sollevamento della cucitura, resistenza debole |
Essiccazione e stagionatura |
Temperatura, flusso d'aria, velocità della linea |
Cannucce morbide, odore, scolorimento |
Taglio e raccolta |
Condizioni della lama, fasatura del sensore, pulizia |
Bave, derive di lunghezza, arresti di impaccamento |

Materie prime che determinano la performance
Struttura della carta e design degli strati
Molte cannucce di carta utilizzano una struttura multistrato. Un design comune utilizza tre strati, ma i design variano in base al mercato. Gli strati interni possono concentrarsi sulla rigidità e sulla resistenza all'umidità. Gli strati esterni possono concentrarsi sulla qualità di stampa e sulla sensazione di morbidezza. Anche la direzione dello strato è importante, poiché la direzione delle fibre modifica il comportamento alla flessione.
La scelta della carta influisce su quasi tutte le impostazioni a valle. La carta più pesante può migliorare la rigidità, ma può ridurre la velocità stabile. La carta più leggera può scorrere velocemente, ma potrebbe ammorbidirsi prima nelle bevande. Dovresti scegliere la carta in base al tipo di bevanda e alle aspettative dei clienti. Dovresti anche considerare il clima di stoccaggio e di spedizione. Una macchina per la paglia di carta può fare molto solo se la carta è instabile.
Scelte di adesivi e incollaggi a contatto con gli alimenti
L'incollaggio mantiene la cucitura chiusa durante l'uso reale. Molte fabbriche utilizzano adesivi a base acqua progettati per l'imballaggio alimentare. L'adesivo deve aderire velocemente alla velocità di produzione. Inoltre deve rimanere stabile durante la spedizione e lo stoccaggio. Se l'incollaggio è incoerente, il sollevamento della cucitura diventa un problema ricorrente.
Gli acquirenti spesso chiedono 'sicuro per gli alimenti' come termine ampio. In pratica, vogliono documenti e tracciabilità. Vogliono anche risultati stabili tra i lotti. Il tuo team dovrebbe richiedere la stessa documentazione per ogni lotto di adesivo. Dovresti anche eseguire un semplice controllo della cucitura durante ogni lotto. Ti aiuta a cogliere la deriva prima di iniziare a fare le valigie.
Rivestimenti per la resistenza all'umidità
I rivestimenti mirano a prolungare il tempo di consumo e a ridurre l'umidità. Possono anche migliorare la sensazione in bocca e ridurre la peluria. Alcuni rivestimenti supportano determinati obiettivi di riciclaggio o macerabilità in mercati specifici. Le dichiarazioni devono corrispondere alla realtà dello smaltimento locale e ai requisiti dell'acquirente.
I rivestimenti modificano anche il comportamento produttivo. Possono modificare l'attrito durante l'alimentazione e la formatura. Possono modificare il comportamento del bordo tagliato sulla lama. Possono anche modificare il rischio di odore se la polimerizzazione non è stabile. Se utilizzi carta patinata, ottimizza il processo attorno ad essa. Prova la carta patinata nel tuo attuale menu di bevande prima del fondo scala.
Nota: le modifiche al materiale richiedono modifiche al processo, anche se la macchina rimane la stessa.
Il ruolo dei rivestimenti e degli adesivi nell'uso nel mondo reale
Previene l'umidità senza danneggiare la sensazione della carta
Gli utenti finali non leggono le specifiche al bar. Giudicano la paglia in pochi secondi. Una buona cannuccia rimane ferma abbastanza a lungo da finire la bevanda. Inoltre mantiene una sensazione simile alla carta sulle labbra. I rivestimenti possono aiutare a ridurre l’assorbimento di acqua e il gonfiore. Gli adesivi possono aiutare a mantenere la cucitura sigillata durante il sorseggio.
I compromessi sono reali in questo spazio. Una barriera più forte può ridurre l’umidità, ma potrebbe cambiare la percezione del riciclaggio. Una cucitura resistente può aumentare la durata, ma può aumentare il rischio di odori se la chimica è disattivata. Gli acquirenti dovrebbero definire prima il risultato più importante. Quindi possono scegliere il materiale e il percorso di processo giusti. Questo approccio impedisce cicli di prova infiniti.
Controllo del rischio di gusto e odore
I reclami sul gusto possono distruggere rapidamente gli ordini ripetuti. L'odore spesso deriva dalla conservazione, dalla stagionatura o dalla contaminazione. La carta può assorbire gli odori circostanti durante la conservazione. Anche adesivi e rivestimenti possono aggiungere odore se la polimerizzazione è incompleta. Una produzione pulita e uno stoccaggio pulito riducono questi rischi.
È possibile eseguire un semplice controllo sensoriale durante il campionamento. Usa acqua semplice, quindi prova una bevanda target. Usa un piccolo pannello all'interno del tuo team per coerenza. Conservare i campioni per un breve periodo e ripetere l'analisi in seguito. Se l'odore aumenta dopo la conservazione, potresti avere problemi di stagionatura o conservazione. Risolvi questi problemi prima di ridimensionare la linea. Ti salva da grandi resi in seguito.
Materiali abbinati ai tipi di bevande
Bevande diverse sottolineano punti deboli diversi. Le bevande fredde stressano il lungo ammollo e il lento gonfiore. Le bevande calde sottolineano l'ammorbidimento del calore e la stabilità delle cuciture. Le bevande ad alto contenuto di zucchero possono aumentare la viscosità e i residui superficiali. Il Bubble Tea aggiunge un diametro più ampio e maggiore stress da flessione.
Una macchina per cannucce di carta deve corrispondere al tuo set di bevande target. Se vendi ai bar, prova caffè, tè e bevande ghiacciate. Se vendi a catene di bubble tea, prova le dimensioni spesse in lunghe sessioni di ammollo. Se vendi ad alberghi, verifica la conservazione e la stabilità dell'umidità. L'abbinamento dei materiali alle vere bevande protegge il tuo marchio e riduce i costi di sostituzione.
Suggerimento: testa sempre le tue prime tre bevande prima di approvare un nuovo lotto di materiale.
Controllo di qualità e standard a cui tengono gli acquirenti
Punti di controllo principali della fabbrica per ciascun lotto
Il controllo qualità funziona meglio quando segue il flusso del processo. Iniziamo dalla carta in entrata e dai materiali di incollaggio. Controlliamo i bordi dei rotoli, la durezza dell'avvolgimento e la stabilità di base dell'umidità. Durante le corse, osserviamo l'aspetto delle cuciture, la rotondità del tubo e i bordi tagliati. Dopo il taglio, confermiamo la consistenza della lunghezza e il livello di polvere. Quindi imballiamo solo quando i risultati rimangono stabili. Una macchina per la paglia di carta premia i controlli disciplinati perché riduce le ondate di scarto.
Fase del check-point |
Cosa controllare |
Perché è importante |
Cosa registrare |
Documento in arrivo |
Qualità del bordo, arricciatura, odore, durezza del rotolo |
Previene inceppamenti e spostamenti delle cuciture |
ID rotolo, data di conservazione |
Formare e incollare |
Linea di cucitura, rotondità, rigidità del tubo |
Protegge la durabilità delle bevande |
Impostazioni, foto difettose |
Essiccazione e stagionatura |
Stabilità della temperatura, flusso d'aria, cambiamento di colore |
Previene cannucce morbide e cattivi odori |
Letture di zona, ora |
Taglio e raccolta |
Affilatura della lama, deriva della lunghezza, bave |
Protegge la velocità e la sensazione di imballaggio |
Campioni di lunghezza, ore lama |
Rilascio dell'imballaggio |
Polvere, odore, codice lotto, integrità del cartone |
Tutela la fiducia dell'acquirente |
Foglio di passaggio QC |
Le fabbriche dovrebbero conservare un 'campione d'oro' per SKU. Mostra la cucitura target e il bordo tagliato. Gli operatori confrontano la produzione corrente con essa durante i turni. Riduce i dibattiti e accelera la formazione del nuovo personale. Una routine stabile protegge il rendimento e gli ordini ripetuti.
Semplici test delle prestazioni utilizzati dai team di procurement
Molti team di procurement iniziano con semplici test durante l'approvvigionamento. Spesso eseguono un test di immersione in acqua o in una bevanda target. Quindi controllano l'integrità della cucitura dopo l'immersione e la leggera agitazione. Successivamente, controllano la qualità del taglio e la polvere nella confezione. Alcune squadre eseguono anche un rapido test del sorso per valutare odore e gusto. Questi test sono veloci, economici e ripetibili.
Dovremmo conservare un foglio di prova standard per ogni lotto di campioni. Utilizzare ogni volta la stessa dimensione della tazza, la stessa temperatura della bevanda e gli stessi orari. Utilizzare lo stesso linguaggio di punteggio per ogni fornitore. Ciò rende i confronti equi e facili da difendere internamente. Se in seguito aggiungi test di laboratorio, mantieni comunque questo passaggio di screening.
Aspettative di igiene e tracciabilità
Le aspettative in materia di igiene continuano ad aumentare in molti mercati. Gli acquirenti vogliono una movimentazione pulita e zone di imballaggio pulite. Vogliono anche la tracciabilità dei rotoli e dei lotti di carta. I codici batch li aiutano a gestire reclami e resi. Ti aiutano anche a isolare i problemi senza richiami ampi. Una linea di macchine per la produzione di cannucce di carta necessita di registrazioni chiare per essere sempre pronta per l'audit.
Un piano pratico utilizza tre abitudini. Innanzitutto, mantenere il controllo della polvere vicino alle zone di taglio e imballaggio. In secondo luogo, riduci i tocchi manuali dove puoi. In terzo luogo, conservare i registri di pulizia e i registri della formazione per ogni turno. La tracciabilità richiede record di esecuzione chiari e file di materiali con versione. Questi record supportano audit e rinnovi per i grandi acquirenti.
Suggerimento: conservare un foglio QC di una pagina per ciascun lotto, quindi archiviarlo digitalmente.
Imballaggio, distribuzione e impatto ambientale
Formati di packaging e impatto sul flusso di lavoro
L'imballaggio dovrebbe essere pianificato come una fase di produzione. Se lo consideriamo come un 'dopo il lavoro', i problemi si presentano rapidamente. Una macchina per la paglia di carta può tagliare in modo pulito e costante. Tuttavia, l'imballaggio continua a fallire se la lunghezza si sposta o si alza la polvere.
● La confezione sfusa è adatta agli acquirenti con volumi elevati e al prelievo rapido.
● Sono necessari conteggi accurati e contenitori puliti.
● L'involucro individuale è adatto ai canali orientati all'igiene.
● Richiede una lunghezza stabile e una bassa emissione di polvere.
● Le scatole per la vendita al dettaglio necessitano di un forte controllo visivo e di difetti minimi.
● Hanno anche bisogno di stampe stabili e di codici batch chiari. Scegli l'imballaggio in base alle esigenze dell'acquirente e al costo totale. L'imballaggio sfuso necessita di spazio per il conteggio e l'allestimento dei cartoni. L'avvolgimento necessita di spazio per i rotoli di pellicola e per il controllo della sigillatura. Se l’imballaggio si interrompe spesso, la capacità reale diminuisce rapidamente. Il taglio stabile e la pulizia quotidiana rendono l'imballaggio più fluido ed economico.
Stabilità di spedizione e stoccaggio
La distribuzione può danneggiare le cannucce anche se la produzione è perfetta. L'umidità è il primo nemico durante la spedizione. La compressione è il secondo nemico dei pallet. Il calore può anche spostare la rigidità durante i lunghi percorsi.
● Utilizzare cartoni resistenti all'umidità per i percorsi bagnati.
● Aggiungere rivestimenti interni per lunghi periodi di stoccaggio o trasporto marittimo.
● Preparare le valigie abbastanza strette da impedire movimenti e piegamenti.
● Evitare confezioni troppo strette che schiacciano bordi e tubi.
● Conservare i prodotti finiti lontano da sostanze chimiche e odori forti.
● Mantenere costante l'umidità del magazzino per ridurre il rammollimento. Un piano di magazzino stabile protegge gusto e forma. Riduce inoltre i reclami derivanti da cartoni schiacciati e cannucce deformate.
Benefici ambientali e affermazioni oneste
Molti acquirenti scelgono le cannucce di carta per motivi ambientali. Tuttavia, dovremmo evitare affermazioni generiche. Le regole di smaltimento variano a seconda della città e del riciclatore. Alcuni acquirenti si preoccupano dell'adattamento del flusso di carta. Altri si preoccupano dei programmi di compost o di riduzione dei rifiuti.
● Descrivi lo scopo per cui è progettata la cannuccia.
● Evitare il linguaggio 'riciclabile ovunque' nelle etichette.
● Evitare il linguaggio 'sempre compostabile' nelle offerte.
● Abbina le rivendicazioni alla regione e al canale dell'acquirente.
● Offrire documenti e riassunti dei test quando richiesto.
● Mantenere una formulazione coerente negli imballaggi e nei file di vendita. Nota: allineare le dichiarazioni ambientali alle norme locali sullo smaltimento e alle linee guida per l'acquirente.
Conclusione
Le cannucce di carta sono prodotte attraverso un flusso di fabbrica controllato. La carta viene preparata, formata, asciugata, tagliata, controllata e imballata. Ogni passaggio protegge forza, gusto e lunghezza stabile. Una buona macchina per la paglia di carta mantiene la tensione e il taglio costanti.
Wenzhou Hongshuo Machinery Co., Ltd. supporta gli acquirenti che desiderano una produzione affidabile di macchine per la paglia di carta. Le loro attrezzature e il supporto OEM aiutano i team ad aumentare la produzione e a ridurre gli scarti. La loro guida al servizio ti aiuta a definire le specifiche, eseguire prove e mantenere costante la qualità.
Domande frequenti
D: Come vengono prodotte le cannucce di carta in una fabbrica?
R: I rotoli vengono tagliati, formati in tubi, legati, asciugati, tagliati, controllati e imballati. Una macchina per la paglia di carta esegue queste fasi in un flusso controllato.
D: Cosa fa prima una macchina per la paglia di carta?
A: Alimenta strisce di carta tagliate e le forma
D: Perché le cannucce di carta si inzuppano troppo velocemente?
R: La qualità della carta, la qualità dell'adesione e il controllo dell'asciugatura sono tutti fattori importanti. Una macchina per la paglia di carta può anche creare difetti se la tensione o la polimerizzazione si spostano.
D: In che modo gli acquirenti testano rapidamente la qualità della paglia di carta?
R: Utilizzano test di immersione, controlli delle cuciture e ispezioni all'avanguardia. Controllano anche l'odore e la polvere nella confezione.
D: Qual è la scelta migliore per l'imballaggio delle cannucce di carta?
R: Dipende dal canale. Le confezioni sfuse necessitano di un conteggio pulito, mentre gli involucri necessitano di una lunghezza stabile e di una bassa quantità di polvere dalla macchina per la paglia di carta.


















