








紙ストローなら簡単に作れそうです。しかし、小さなドリフトがあればすぐにスクラップが発生する可能性があります。紙ストロー製造機は各ステップを厳密に制御する必要があります。
この記事では、実際の工場で紙ストローがどのように作られているのかを解説します。ロールから梱包までの重要なステップを学びます。また、 紙ストロー機械は 安定した品質を維持するために制御する必要があります。
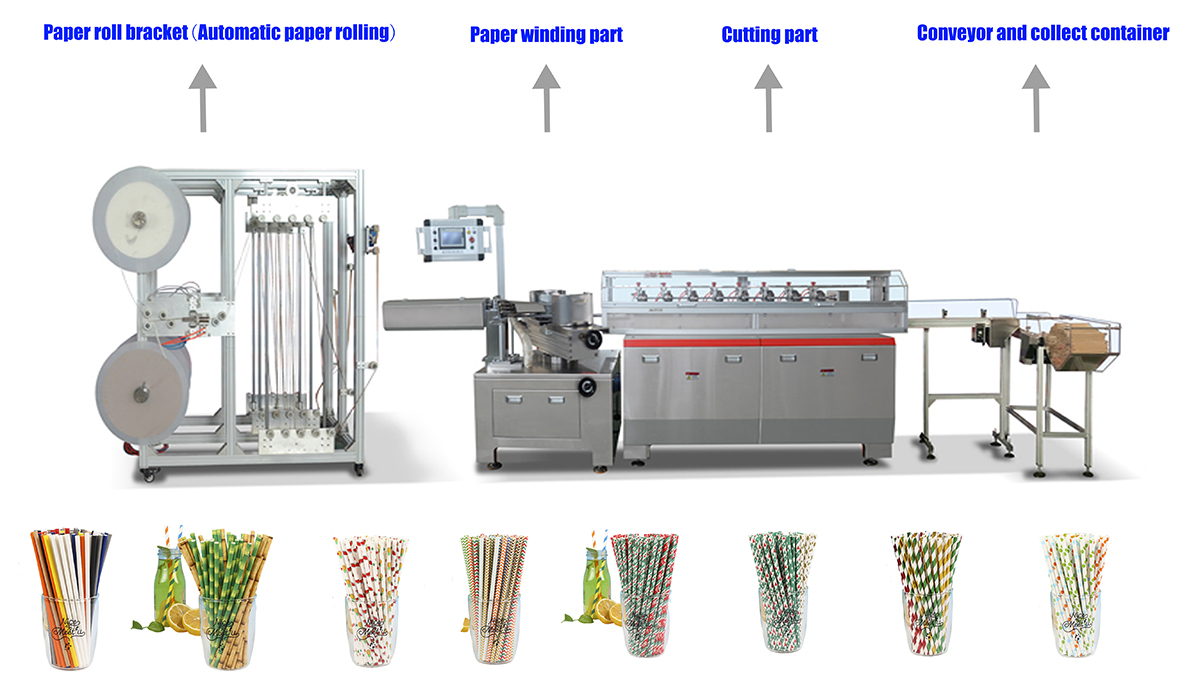
ほとんどの生産は紙ロールから始まります。通常、購入者は承認された工場から食品グレードの紙を選びます。次に、ロールを各層ごとに細いストリップにスリットします。ストリップの幅はストローの直径と層の設計に一致する必要があります。幅がずれると縫い目の位置もずれます。
ロールハンドリングは多くのチームが予想している以上に重要です。きれいなエッジと安定した巻き硬さが欲しい。また、ロール内の水分含有量を予測可能にする必要があります。ロール紙を湿気の多い場所に保管すると、紙が柔らかくなり、埃が舞い上がります。給餌が不安定になり、詰まりが発生しやすくなります。適切な準備ルーチンにより、ペーパーストローマシンは安定して再現可能になります。
機械はマンドレルの周りにチューブを形成します。多くのラインではスパイラル巻きを使用して柔軟なサイズを実現しています。ストリップを何層にも巻き、接着によって縫い目を保持します。接着には、水性接着剤またはその他の接着方法を使用できます。最適な選択は、市場と主張によって異なります。
フォーミングはスピードとコントロールのバランスです。張力により層がしっかりと整列した状態に保たれます。位置を調整すると、縫い目が中央に位置し、一貫性が保たれます。張力が流れると、楕円形のストローや縫い目の弱さが見られる場合があります。アライメントがずれると、肉厚が不均一になる場合があります。オペレーターは継ぎ目ラインとチューブの真円度を常に監視する必要があります。これらは、欠陥の波が始まる前の初期の信号です。
ヒント:長時間の運転中は 30 分ごとに縫い目の位置を確認するようオペレーターに依頼してください。
成形後、チューブは乾燥または硬化する必要があります。このステップにより、形状と剛性が安定します。また、後の変形の原因となる湿気も軽減します。多くのライン設計では、乾燥には熱と空気流が使用されます。目標は最大の熱ではなく、安定した出力です。
乾燥が少なすぎるとストローが柔らかくなり、変形しやすくなります。熱が強すぎると紙が暗くなり、臭気の危険が増す可能性があります。また、切断面の脆性が増加する可能性があります。ライン速度、風量、温度は紙のグレードと一致する必要があります。用紙の供給元を変更した場合は、すぐに乾燥を再調整する必要があります。制御された乾燥ステップにより、保管および輸送中の品質が保護されます。
長いチューブはカッターで販売可能なピースになります。カッターはタイミング信号を使用して目標の長さに到達します。刃の鋭さによって刃の品質とバリのレベルが決まります。センサーの清浄度により、長さの一貫性と安定したタイミングが決まります。その後、収集システムはストローを積み上げたり、搬送して梱包します。
カットの品質は見た目以上のものです。バリはザラザラした感触があり、パックにほこりが落ちることがあります。長さが不均一であると、自動ラッピングとカウントが機能しなくなる可能性があります。安定した紙ストローマシンにより、生産速度でスムーズな切断が維持されます。毎日の習慣として刃の検査を計画する必要があります。また、シフト中はカットゾーンを清潔に保つ必要があります。ほこりの蓄積は、長さのドリフトや詰まりの一般的な根本原因です。
購入者が注意すべきプロセスステップと管理ポイント
プロセスステップ |
主要な制御ポイント |
制御がドリフトする場合の一般的な問題 |
スリッティングと準備 |
ストリップ幅、エッジ品質、ロール保管 |
詰まり、縫い目のズレ、余分なゴミ |
成形と接着 |
張力、配向性、接着安定性 |
楕円形、シームリフト、強度が弱い |
乾燥と硬化 |
温度、風量、ライン速度 |
柔らかいストロー、臭い、変色 |
切るのも集めるのも |
ブレードの状態、センサーのタイミング、清浄度 |
バリ、長さのズレ、パッキンストップ |

多くの紙ストローは多層構造を使用しています。一般的なデザインでは 3 層が使用されますが、デザインは市場によって異なります。内層は剛性と湿潤強度に重点を置くことができます。外層は印刷品質と滑らかな感触に重点を置くことができます。繊維の方向が曲げ挙動を変えるため、プライの方向も重要です。
用紙の選択は、ほぼすべての下流側の設定に影響します。紙を厚くすると剛性は向上しますが、安定した速度が低下する可能性があります。軽い紙は速く走ることができますが、飲み物に入れるとすぐに柔らかくなる可能性があります。飲み物の種類と顧客の期待に基づいて紙を選択する必要があります。保管環境と輸送環境も考慮する必要があります。紙ストローマシンは、紙が不安定な場合は限界があります。
ボンディングにより、実際の使用中も縫い目が閉じた状態に保たれます。多くの工場では、食品包装用に設計された水性接着剤を使用しています。接着剤は生産速度で速く接着する必要があります。また、輸送中や保管中にも安定した状態を保つ必要があります。接着が不均一な場合、シームリフトが繰り返し発生する問題になります。
バイヤーはよく「食品の安全性」を広い意味で尋ねます。実際、彼らは文書とトレーサビリティを求めています。また、バッチ間で安定した結果も求めています。チームは接着剤ロットごとに同じ文書セットを要求する必要があります。各バッチ中に簡単な縫い目チェックも実行する必要があります。パッキングが始まる前にドリフトをキャッチするのに役立ちます。
コーティングは、飲み頃を延長し、ねっとり感を軽減することを目的としています。また、口当たりを改善し、毛羽立ちを軽減することもできます。一部のコーティングは、特定の市場における特定のリサイクルまたは再パルプ化の目標をサポートします。請求は、現地の処分の現実と購入者の要件と一致する必要があります。
コーティングは生産動作も変化させます。供給中および成形中の摩擦を変化させる可能性があります。刃先での切断面の挙動を変えることができます。また、硬化が安定していない場合、臭気のリスクも変化する可能性があります。コート紙を使用する場合は、それに合わせてプロセスを調整してください。本格的なスケールの前に、実際のドリンクメニューでコート紙をテストしてください。
注:材料が変更されると、たとえ機械が同じであっても、プロセスの変更が必要になります。
エンドユーザーはカフェで仕様書を読みません。彼らはわらを数秒で判断します。優れたストローは、飲み物を飲み終えるまで十分な長さの硬さを保ちます。唇に紙のような感触を保ちます。コーティングは水分の吸収と膨張を軽減するのに役立ちます。接着剤は、飲むときに継ぎ目を密閉した状態に保つのに役立ちます。
この分野ではトレードオフが現実に存在します。バリアを強化すると水浸しを軽減できますが、リサイクルに対する認識が変わる可能性があります。強力な縫い目は耐久性を高めることができますが、化学物質がオフの場合は臭気のリスクが増加する可能性があります。購入者は、最も重要な結果を最初に定義する必要があります。その後、適切な材料とプロセス パスを選択できます。このアプローチにより、無限の試行サイクルが防止されます。
味に関する苦情は、リピート注文をすぐに台無しにする可能性があります。臭いは、保管、硬化、または汚染によって発生することがよくあります。紙は保管中に周囲の臭いを吸収する可能性があります。接着剤やコーティング剤の硬化が不完全な場合、臭いが発生する可能性もあります。クリーンな生産とクリーンな保管により、これらのリスクが軽減されます。
サンプリング中に簡単な官能チェックを行うことができます。普通の水を使用し、次に対象の飲み物をテストします。一貫性を保つために、チーム内で小さなパネルを使用します。サンプルは短期間保管し、後で再テストしてください。保管後に臭いが増加する場合は、硬化または保管に問題がある可能性があります。線を拡大縮小する前に、これらの問題を修正してください。後で大きな利益を得る必要がなくなります。
飲み物によって強調される弱点も異なります。冷たい飲み物は長時間浸かるとストレスとなり、腫れが遅くなります。温かい飲み物は熱による軟化と縫い目の安定性にストレスを与えます。糖分の多い飲み物はベタつきや表面の残留物を増加させる可能性があります。バブルティーは直径が大きくなり、曲げ応力が大きくなります。
紙ストローマシンは、対象のドリンクセットに適合する必要があります。カフェに販売する場合は、コーヒー、紅茶、アイスドリンクをテストしてください。タピオカ ティー チェーンに販売する場合は、濃いサイズを長時間浸してテストしてください。ホテルに販売する場合は、保管と湿度の安定性をテストしてください。素材を本物の飲み物と一致させることで、ブランドを保護し、交換コストを削減します。
ヒント:新しい材料ロットを承認する前に、必ず上位 3 つの飲み物をテストしてください。
品質管理は、プロセス フローに従うときに最も効果的に機能します。まずは紙と接着材料の入荷からスタートします。ロールエッジ、巻きの硬さ、基本的な湿潤安定性をチェックします。実行中、継ぎ目の外観、チューブの真円度、切断エッジを観察します。切断後、長さの均一性とゴミのレベルを確認します。その後、結果が安定している場合にのみ梱包します。紙ストロー製造機はスクラップの波を減らすため、規律あるチェックに報います。
チェックポイントステージ |
何を確認するか |
なぜそれが重要なのか |
何を記録するか |
用紙の到着 |
エッジ品質、カール、臭気、ロール硬さ |
詰まりや縫い目のずれを防ぎます |
ロールID、保管日 |
成形と接着 |
シームライン、真円度、チューブの剛性 |
飲み物の耐久性を保護します |
設定、不具合写真 |
乾燥と硬化 |
温度安定性、通気性、色の変化 |
ストローの柔らかさと臭いを防ぎます。 |
ゾーンの読み取り値、時間 |
切るのも集めるのも |
刃の切れ味、長さのズレ、バリ |
パッキングのスピードと感触を保護 |
サンプルの長さ、ブレード時間 |
梱包リリース |
粉塵、臭気、バッチコード、カートンの完全性 |
買い手の信頼を守る |
QCパスシート |
工場は SKU ごとに 1 つの「ゴールデン サンプル」を保持する必要があります。対象となる縫い目と切り口を示します。オペレーターはシフト中に現在の出力と比較します。これにより、議論が減り、新しいスタッフのトレーニングが迅速化されます。安定したルーチンにより、歩留まりとリピート注文が保護されます。
多くの調達チームは、調達中に簡単なテストから始めます。多くの場合、水または対象の飲み物に浸すテストが実行されます。次に、浸して軽くかき混ぜた後、縫い目の完全性をチェックします。次に、カット品質とパック内のゴミを検査します。いくつかのチームは、匂いと味についての簡単な一口テストも実施します。これらのテストは高速かつ安価で、再現可能です。
サンプルバッチごとに 1 枚の標準テストシートを保持する必要があります。毎回同じカップサイズ、飲み物の温度、時点を使用してください。すべてのサプライヤーに対して同じスコアリング言語を使用します。これにより、比較が公平になり、社内での防御が容易になります。後で臨床検査を追加する場合でも、このスクリーニング手順は維持されます。
多くの市場で衛生に対する期待は高まり続けています。購入者は、清潔な取り扱いゾーンと清潔な梱包ゾーンを望んでいます。また、ロール紙やバッチのトレーサビリティも求めています。バッチコードは苦情や返品の管理に役立ちます。また、大規模なリコールを行わずに問題を切り分けるのにも役立ちます。紙ストロー製造ラインでは、監査に備えた明確な記録が必要です。
実践的な計画には 3 つの習慣が使用されます。まず、切断および梱包ゾーンの近くでは粉塵を管理してください。次に、可能な限り手作業を減らします。第三に、シフトごとに清掃記録とトレーニング記録を保管します。トレーサビリティには、明確な実行記録とバージョン管理された材料ファイルが必要です。これらの記録は、大規模なバイヤーの監査と更新をサポートします。
ヒント:バッチごとに 1 ページの QC シートを作成し、デジタルで保存します。
パッケージングは生産ステップと同様に計画する必要があります。それを「仕事の後」として扱うと、問題はすぐに現れます。ペーパーストローマシンはきれいに安定してカットできます。それでも、長さがずれたり、ほこりが舞い上がったりすると、梱包は失敗します。
● バルクパックは大量購入者や素早いピッキングに適しています。
●正確な計数と清潔なビンが必要です。
●個包装は衛生管理が重視されるチャネルに適しています。
●安定した長さと低発塵性が求められます。
● 小売用の箱には、強力な視覚管理と低い欠陥が必要です。
● 安定した印刷と明確なバッチコーディングも必要です。購入者のニーズと総コストに基づいてパッケージを選択してください。バルク梱包には、数を数えたり、カートンに保管したりするためのスペースが必要です。ラッピングにはフィルムロールと密封チェックのためのスペースが必要です。パッケージングが頻繁に停止すると、実際の容量は急速に低下します。安定した切断と毎日の清掃により、梱包がよりスムーズで安価になります。
たとえ生産が完璧であっても、流通によってストローが損傷する可能性があります。輸送中の最初の敵は湿気です。圧縮はパレットの第二の敵です。熱により、長いルート中に剛性が変化することもあります。
● 濡れたルートの場合は耐湿性のカートンを使用してください。
●長期保管や海上輸送の場合はインナーライナーを追加してください。
●動きや曲がりを防ぐために十分にしっかりと梱包してください。
● 端やチューブを潰すようなきつすぎるパックは避けてください。
●完成品は化学薬品や強い臭気のない場所に保管してください。
●庫内の湿度を一定に保つことで軟化を抑え、安定した庫内計画で味や形を守ります。また、つぶれたカートンや変形したストローによるクレームも減少します。
多くの購入者は環境上の理由から紙ストローを選択します。それでも、広範な主張は避けるべきです。廃棄ルールは都市やリサイクル業者によって異なります。購入者の中には紙の流れのフィット感を気にする人もいます。堆肥プログラムや廃棄物の削減に関心を持つ人もいます。
● ストローが何をするように設計されているか説明してください。
● ラベルには「どこでもリサイクル可能」という文言は避けてください。
● 入札では「常に堆肥化可能」という文言は避けてください。
● クレームを購入者の地域およびチャネルに一致させます。
● 求められたら、書類とテストの概要を提供します。
● パッケージングおよび販売ファイル全体で文言の一貫性を保ちます。注:環境に関する主張を地域の廃棄規則および購入者のガイダンスに合わせてください。
紙ストローは、管理された工場の流れで作られています。紙は準備、成形、乾燥、切断、検査、梱包されます。それぞれの工程で強度、味わい、安定した長さを守ります。優れた紙ストロー製造機は、張力と切断を一貫して保ちます。
温州紅朔機械有限公司は、 信頼性の高い紙ストロー機械の生産を求めるバイヤーをサポートします。同社の機器と OEM サポートは、チームが生産量を拡大し、スクラップを削減するのに役立ちます。彼らのサービス ガイダンスは、仕様の設定、トライアルの実行、品質の安定維持に役立ちます。
A: ロールはスリットされ、チューブに成形され、接着され、乾燥され、切断され、検査され、梱包されます。紙ストロー製造機は、これらのステップを制御されたフローで実行します。
A: スリットされた紙片を送り、マンドレルの周りに成形します。安定した張力と位置合わせにより、縫い目を一定に保ちます。
A: 紙のグレード、接着品質、乾燥制御がすべて重要です。紙ストロー製造機でも、張力や硬化がずれると欠陥が発生する可能性があります。
A: 浸漬テスト、縫い目チェック、刃先検査が行われます。パック内の臭いやホコリなどもチェックします。
A: チャンネルによって異なります。バルクパックにはきれいな計数が必要ですが、ラップには安定した長さと紙ストロー製造機からの粉塵が少ないことが必要です。








